相關數據統計,2018年后新能源汽車動力鋰電池將進入規模化退役,預計到2020年累計將超過20萬噸(24.6GWh),如果按70%可用于梯次利用,大約有6萬噸動力電池需要報廢處理。目前電池回收有兩種模式:一個是梯次利用,一個是拆解之后重新做成鋰電池的原材料。在激勵措施上,國家將在現有資金渠道內對梯級利用企業和再生利用企業的技術研發、設備進口等方面給予支持,鼓勵企業不斷提升技術水平,節約資源、保護環境。
一、背景和意義
隨著人們生活水平的提高,汽車需求量逐年穩步上升,石油需求量也相應持續增長。據統計,我國汽車用油占石油總消費量的1/3至1/2,占汽油生產量的近90%,燃油汽車既增加了石油供給壓力,也加劇了環境污染,通過對大中型城市PM2.5的來源分析,機動車尾氣對大氣造成的污染占污染總量的25%。
為保護環境和資源并推動我國汽車行業發展,近些年新能源車得到了政府的大力支持,如2015年底發改委印發的《電動汽車充電基礎設施發展指南(2015-2020年)》中明確提出,到2020年全國將新增集中式充換電站1.2萬座,分散式充電樁480萬個等。
時至今日,我國已成為全球最大的新能源汽車市場,新能源汽車得到了井噴式發展。早在2016年新能源汽車生產就已達到51.7萬輛,銷售50.7萬輛,比上年同期分別增長51.7%和53%,其中純電動汽車產銷分別完成41.7萬輛和40.9萬輛,比上年同期分別增長63.9%和65.1%
國務院發布的《節能與新能源汽車產業發展規劃(2012—2020年)》指出,到2020年純電動汽車和插電式混合動力汽車累計產銷量超過500萬輛。新能源汽車行業的蓬勃發展將拉動動力電池的需求,而鋰電池因具有電壓高、能量密度高、充放電壽命長、無記憶效應、無污染、充電效率高、自放電率低、工作溫度范圍寬、安全性好等顯著優勢,目前正加速替代鉛酸電池和鎳氫電池成為新能源汽車的動力電池,成為動力電池發展的主要方向。
隨著鋰電池產量和消費量的逐年攀升,電池報廢量也不斷增加,所以對廢舊電池的綜合回收并處理利用刻不容緩。畢竟動力鋰電池退役后,如果處置不當,隨意丟棄,一方面會給社會帶來環境影響和安全隱患,另一方面也會造成資源浪費。
推動新能源汽車動力鋰電池回收利用,有利于保護環境和社會安全,推進資源循環利用,有利于促進我國新能源汽車產業健康持續發展,對于加快綠色發展、建設生態文明和美麗中國具有重要意義。
相關數據統計,2018年后新能源汽車動力鋰電池將進入規模化退役,預計到2020年累計將超過20萬噸(24.6GWh),如果按70%可用于梯次利用,大約有6萬噸電池需要報廢處理。
黨中央、國務院也高度重視新能源汽車動力鋰電池回收利用,國務院召開專題會議進行研究部署。近幾年來,工信部、發改委、國務院、環保部、商務部、質檢總局、國家標準化管理委員會密集出臺了多項法律法規和標準,極大的推動了動力鋰電池的回收利用。
二、汽車鋰電池回收技術發展水平及市場需求
目前電池有兩個回收模式:一個是梯次利用,一個是拆解之后重新做成鋰電池的原材料。在激勵措施上,國家將在現有資金渠道內對梯級利用企業和再生利用企業的技術研發、設備進口等方面給予支持,鼓勵企業不斷提升技術水平,節約資源、保護環境。
在技術研發方面,國家支持動力蓄電池相關回收利用技術和裝備的研發,鼓勵廢舊動力蓄電池回收企業、梯級利用企業、再生利用企業不斷開發和推廣新技術。在國際合作方面,國家將鼓勵開展電動汽車動力電池回收利用領域的國際交流與合作,支持國家標準的共同制定和協調統一,支持開展具有國際先進水平的示范項目建設。
現在,廢舊鋰離子電池的回收技術已經有了重大的突破,但是現有的技術成本高、操作復雜,還能引起二次污染。現有的回收技術只關注于正極材料,對于負極來說只是簡單的分離和銅箔的回收,碳負極廢料并沒有有效的修復再用。
本項目適應行業發展規劃及相關要求,具有很高的可行性,完成新能源汽車廢舊鋰電池綜合回收智能化生產線關鍵技術研發對我市在汽車鋰電池回收利用技術具有很大的促進作用,完善產業鏈發展及布局,將廢舊鋰離子電池回收處理不僅能夠減少對環境的污染,還能夠取得相當的經濟效益。
廢舊電池復雜性高,拆解不便,退役動力電池復雜程度很高,包括不同類型電池制造和設計工藝的復雜性、串并聯成組形式、服役和使用時間、應用車型和使用工況的多樣性。比如,電池有方型、圓柱形、軟包等不同類型,其疊片、繞組形式也不同,由于集成形式不同,成組后電池包也各異。
這些復雜性導致電池回收再利用或者拆解時極為不便。因此,在目前自動化水平不高的情況下,多數工序是人工完成的,工人的技能水平可能會影響著電池回收過程中的成品率,同時手工拆解過程中,電池短路、漏液可能導致起火或者爆炸,對人身和財產有潛在安全隱患。
回收的鋰電池包急需從入庫到報廢整個過程的智能化生產線裝備的導入,從入庫,拆機電池包,再到梯次利用或者再生利用,并開展全生命周期溯源管理。
三、主要技術路線
3.1、主要技術關鍵點
(1)入庫前檢測裝備研發;
(2)智能化立體倉庫研發;
(3)人機協同電池自動化拆解生產線研發;
(4)電池智能檢測設備研發;
(5)電池模組梯次利用組裝線研發;
(6)廢舊鋰電池綜合回收制造過程執行系統(MES)研發。
3.2、關鍵技術創新點
(1)廢舊電池性能智能檢測與評價體系;
(2)電池包拆解自動化生產線的實現;
(3)回收電池物流智慧化管理實現,包括自動化立庫,物料自動化存取,物料編碼和溯源系統;
(4)基于MES系統的廢舊電池處理智慧化工廠設計。
3.3、擬采用的技術原理、技術方法、技術路線等
研究回收的鋰電池包從入庫到報廢整個過程的智能化生產線裝備,首先入庫,拆機電池包,再到梯次利用或者再生利用,內容及路線如下:
(1)入庫前檢測:
1)電池包到廠;2)卸貨到中轉區域;3)外觀檢查;4)絕緣檢測;5)放電(外觀檢測不合格品放電后直接手工拆解);6)掃碼上傳;7)入庫。
(2)智能化立體倉庫:
主要設備:高層貨架、堆垛機、運輸機、托盤、AGV小車、天軌、地軌、計算機硬件、WMS系統、WCS系統等。
(3)電池拆解生產線:
1)電池包出庫上線;2)機械手拆除上蓋螺絲及其它外罩螺絲;3)人工拆除上蓋和其它密封蓋;4)機械手拆除導流排與導線柱上螺絲;5)人工拆除導流排;6)人工拆除線束、BMS、保險開關等;7)機械手拆除模組及底座固定螺釘;8)模組電性能檢測(電壓、內阻);9)合格品與不合格品分類吊裝下線;10)良品模組噴碼、貼碼上傳;11)底蓋吊裝下線;12)拆除模組外罩;13)導流排、極耳焊點處理;14)模組分解取出電芯;15)電芯性能檢測;16)機械手電芯分類下線;17)良品電芯噴碼、貼碼,各自動化工序需要配備視覺系統CCD和智能機械手。
(4)檢測設備:
1)模塊檢測設備;2)電芯檢測設備;3)電池包檢測設備;4)EOL測試設備。
(5)梯次利用組裝線:
1)模組組裝;2)模組裝箱;3)安裝BMS、線束連接、面板等;4)EOL測試;5)緊固箱蓋(機械手)。
(6)電池MES系統:
MES系統包括從原料入庫、拆解線、檢測、組裝線到產品出庫的整個產線的每一個環節,請認真做好整體和細節設計,保證系統聯調、實際運行、國家溯源平臺對接成功;
(7)再生利用生產線:
1)一級撕碎機中進行撕碎;2)二次破碎;3)磁選分選鐵;4)分氣流分選隔膜紙;5)三級粉碎;6)氣流分選正負極材料與銅、鋁、鎳等材料;7)所有的超細粉塵進行空氣凈化,使之達到國家排放標準后再進行高空排放。
四、技術指標:
1、設備自動化率≥70%;
2、設備回收產能:0.2~1噸/小時;
3、可處理廢電池最大尺寸:2.2m×1.4m×0.6m;
4、適應最大電池包重量:700kg;
5、鐵回收率(重量%):≥99%,銅鋁回收率(重量%):≥98%,正負極材料回收率(重量%):≥99%;
6、可對接“新能源汽車國家監測與動力蓄電池回收利用溯源綜合管理平臺"。
五、項目實施方案
5.1、技術實施步驟
由入庫前處理、智能化立體倉庫、電池拆解生產線、檢測設備、梯次利用組裝線、再生利用生產線和鋰電池綜合回收智能化生產線MES系統組成。電池包到廠后先進行入庫前處理,入庫前處理在滾筒流水線上完成。
預處理后的電池包通過堆垛機叉取進入立體倉庫或直接叉取到電池拆解生產線進行拆解生產,電池包首先拆解成電芯模組進行電性能檢測,合格的電芯模組進行梯次利用,不合格的電芯模組繼續拆解成單體電芯,繼續對單體電芯進行電性能檢測,合格的單體電芯進行梯次組裝利用,不合格的報廢電芯進入再生利用生產線。
通過合適的工藝對鋰電池單體電芯中的正極材料、電解液、外殼材料、隔膜和負極材料進行充分回收;整個生產過程通過鋰電池綜合回收智能化生產線MES系統進行管理和監控,該MES系統專門針對廢舊鋰電池包回收利用過程定制開發,實現產品數據自動化管理,構建系統的產品追溯系統和數字化信息管理系統。
總體技術方案的組織生產流程如下:
一、背景和意義
隨著人們生活水平的提高,汽車需求量逐年穩步上升,石油需求量也相應持續增長。據統計,我國汽車用油占石油總消費量的1/3至1/2,占汽油生產量的近90%,燃油汽車既增加了石油供給壓力,也加劇了環境污染,通過對大中型城市PM2.5的來源分析,機動車尾氣對大氣造成的污染占污染總量的25%。
為保護環境和資源并推動我國汽車行業發展,近些年新能源車得到了政府的大力支持,如2015年底發改委印發的《電動汽車充電基礎設施發展指南(2015-2020年)》中明確提出,到2020年全國將新增集中式充換電站1.2萬座,分散式充電樁480萬個等。
時至今日,我國已成為全球最大的新能源汽車市場,新能源汽車得到了井噴式發展。早在2016年新能源汽車生產就已達到51.7萬輛,銷售50.7萬輛,比上年同期分別增長51.7%和53%,其中純電動汽車產銷分別完成41.7萬輛和40.9萬輛,比上年同期分別增長63.9%和65.1%
國務院發布的《節能與新能源汽車產業發展規劃(2012—2020年)》指出,到2020年純電動汽車和插電式混合動力汽車累計產銷量超過500萬輛。新能源汽車行業的蓬勃發展將拉動動力電池的需求,而鋰電池因具有電壓高、能量密度高、充放電壽命長、無記憶效應、無污染、充電效率高、自放電率低、工作溫度范圍寬、安全性好等顯著優勢,目前正加速替代鉛酸電池和鎳氫電池成為新能源汽車的動力電池,成為動力電池發展的主要方向。
隨著鋰電池產量和消費量的逐年攀升,電池報廢量也不斷增加,所以對廢舊電池的綜合回收并處理利用刻不容緩。畢竟動力鋰電池退役后,如果處置不當,隨意丟棄,一方面會給社會帶來環境影響和安全隱患,另一方面也會造成資源浪費。
推動新能源汽車動力鋰電池回收利用,有利于保護環境和社會安全,推進資源循環利用,有利于促進我國新能源汽車產業健康持續發展,對于加快綠色發展、建設生態文明和美麗中國具有重要意義。
相關數據統計,2018年后新能源汽車動力鋰電池將進入規模化退役,預計到2020年累計將超過20萬噸(24.6GWh),如果按70%可用于梯次利用,大約有6萬噸電池需要報廢處理。
黨中央、國務院也高度重視新能源汽車動力鋰電池回收利用,國務院召開專題會議進行研究部署。近幾年來,工信部、發改委、國務院、環保部、商務部、質檢總局、國家標準化管理委員會密集出臺了多項法律法規和標準,極大的推動了動力鋰電池的回收利用。
二、汽車鋰電池回收技術發展水平及市場需求
目前電池有兩個回收模式:一個是梯次利用,一個是拆解之后重新做成鋰電池的原材料。在激勵措施上,國家將在現有資金渠道內對梯級利用企業和再生利用企業的技術研發、設備進口等方面給予支持,鼓勵企業不斷提升技術水平,節約資源、保護環境。
在技術研發方面,國家支持動力蓄電池相關回收利用技術和裝備的研發,鼓勵廢舊動力蓄電池回收企業、梯級利用企業、再生利用企業不斷開發和推廣新技術。在國際合作方面,國家將鼓勵開展電動汽車動力電池回收利用領域的國際交流與合作,支持國家標準的共同制定和協調統一,支持開展具有國際先進水平的示范項目建設。
現在,廢舊鋰離子電池的回收技術已經有了重大的突破,但是現有的技術成本高、操作復雜,還能引起二次污染。現有的回收技術只關注于正極材料,對于負極來說只是簡單的分離和銅箔的回收,碳負極廢料并沒有有效的修復再用。
本項目適應行業發展規劃及相關要求,具有很高的可行性,完成新能源汽車廢舊鋰電池綜合回收智能化生產線關鍵技術研發對我市在汽車鋰電池回收利用技術具有很大的促進作用,完善產業鏈發展及布局,將廢舊鋰離子電池回收處理不僅能夠減少對環境的污染,還能夠取得相當的經濟效益。
廢舊電池復雜性高,拆解不便,退役動力電池復雜程度很高,包括不同類型電池制造和設計工藝的復雜性、串并聯成組形式、服役和使用時間、應用車型和使用工況的多樣性。比如,電池有方型、圓柱形、軟包等不同類型,其疊片、繞組形式也不同,由于集成形式不同,成組后電池包也各異。
這些復雜性導致電池回收再利用或者拆解時極為不便。因此,在目前自動化水平不高的情況下,多數工序是人工完成的,工人的技能水平可能會影響著電池回收過程中的成品率,同時手工拆解過程中,電池短路、漏液可能導致起火或者爆炸,對人身和財產有潛在安全隱患。
回收的鋰電池包急需從入庫到報廢整個過程的智能化生產線裝備的導入,從入庫,拆機電池包,再到梯次利用或者再生利用,并開展全生命周期溯源管理。
三、主要技術路線
3.1、主要技術關鍵點
(1)入庫前檢測裝備研發;
(2)智能化立體倉庫研發;
(3)人機協同電池自動化拆解生產線研發;
(4)電池智能檢測設備研發;
(5)電池模組梯次利用組裝線研發;
(6)廢舊鋰電池綜合回收制造過程執行系統(MES)研發。
3.2、關鍵技術創新點
(1)廢舊電池性能智能檢測與評價體系;
(2)電池包拆解自動化生產線的實現;
(3)回收電池物流智慧化管理實現,包括自動化立庫,物料自動化存取,物料編碼和溯源系統;
(4)基于MES系統的廢舊電池處理智慧化工廠設計。
3.3、擬采用的技術原理、技術方法、技術路線等
研究回收的鋰電池包從入庫到報廢整個過程的智能化生產線裝備,首先入庫,拆機電池包,再到梯次利用或者再生利用,內容及路線如下:
(1)入庫前檢測:
1)電池包到廠;2)卸貨到中轉區域;3)外觀檢查;4)絕緣檢測;5)放電(外觀檢測不合格品放電后直接手工拆解);6)掃碼上傳;7)入庫。
(2)智能化立體倉庫:
主要設備:高層貨架、堆垛機、運輸機、托盤、AGV小車、天軌、地軌、計算機硬件、WMS系統、WCS系統等。
(3)電池拆解生產線:
1)電池包出庫上線;2)機械手拆除上蓋螺絲及其它外罩螺絲;3)人工拆除上蓋和其它密封蓋;4)機械手拆除導流排與導線柱上螺絲;5)人工拆除導流排;6)人工拆除線束、BMS、保險開關等;7)機械手拆除模組及底座固定螺釘;8)模組電性能檢測(電壓、內阻);9)合格品與不合格品分類吊裝下線;10)良品模組噴碼、貼碼上傳;11)底蓋吊裝下線;12)拆除模組外罩;13)導流排、極耳焊點處理;14)模組分解取出電芯;15)電芯性能檢測;16)機械手電芯分類下線;17)良品電芯噴碼、貼碼,各自動化工序需要配備視覺系統CCD和智能機械手。
(4)檢測設備:
1)模塊檢測設備;2)電芯檢測設備;3)電池包檢測設備;4)EOL測試設備。
(5)梯次利用組裝線:
1)模組組裝;2)模組裝箱;3)安裝BMS、線束連接、面板等;4)EOL測試;5)緊固箱蓋(機械手)。
(6)電池MES系統:
MES系統包括從原料入庫、拆解線、檢測、組裝線到產品出庫的整個產線的每一個環節,請認真做好整體和細節設計,保證系統聯調、實際運行、國家溯源平臺對接成功;
(7)再生利用生產線:
1)一級撕碎機中進行撕碎;2)二次破碎;3)磁選分選鐵;4)分氣流分選隔膜紙;5)三級粉碎;6)氣流分選正負極材料與銅、鋁、鎳等材料;7)所有的超細粉塵進行空氣凈化,使之達到國家排放標準后再進行高空排放。
四、技術指標:
1、設備自動化率≥70%;
2、設備回收產能:0.2~1噸/小時;
3、可處理廢電池最大尺寸:2.2m×1.4m×0.6m;
4、適應最大電池包重量:700kg;
5、鐵回收率(重量%):≥99%,銅鋁回收率(重量%):≥98%,正負極材料回收率(重量%):≥99%;
6、可對接“新能源汽車國家監測與動力蓄電池回收利用溯源綜合管理平臺"。
五、項目實施方案
5.1、技術實施步驟
由入庫前處理、智能化立體倉庫、電池拆解生產線、檢測設備、梯次利用組裝線、再生利用生產線和鋰電池綜合回收智能化生產線MES系統組成。電池包到廠后先進行入庫前處理,入庫前處理在滾筒流水線上完成。
預處理后的電池包通過堆垛機叉取進入立體倉庫或直接叉取到電池拆解生產線進行拆解生產,電池包首先拆解成電芯模組進行電性能檢測,合格的電芯模組進行梯次利用,不合格的電芯模組繼續拆解成單體電芯,繼續對單體電芯進行電性能檢測,合格的單體電芯進行梯次組裝利用,不合格的報廢電芯進入再生利用生產線。
通過合適的工藝對鋰電池單體電芯中的正極材料、電解液、外殼材料、隔膜和負極材料進行充分回收;整個生產過程通過鋰電池綜合回收智能化生產線MES系統進行管理和監控,該MES系統專門針對廢舊鋰電池包回收利用過程定制開發,實現產品數據自動化管理,構建系統的產品追溯系統和數字化信息管理系統。
總體技術方案的組織生產流程如下:
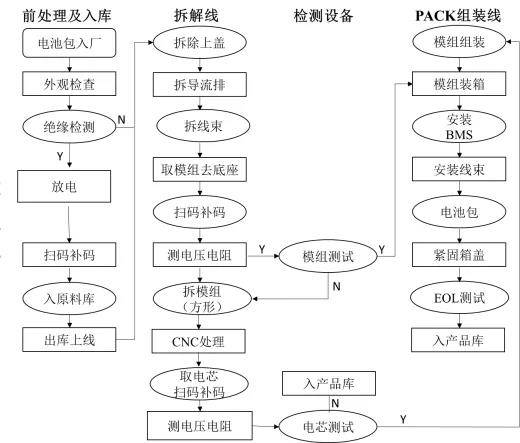
圖5-2:技術方案的組織生產流程圖
5.1.1、入庫前處理
回收回來的電池包先進行集中存放入庫,后續根據生產安排及生產需求從倉庫中調出運到拆解生產線上,進行拆解與回收生產。
入庫前需對電池包進行一些必要的前處理工作,主要包括:電池包到廠后對電池包先進行外觀檢查與絕緣檢測,然后對電池包進行放電與除塵,如果電池包外觀檢測不合格放電后直接進行手工拆解,檢測合格的電池包掃碼(若無碼人工貼碼再掃碼)上傳后入庫存放。
入庫前處理主要生產流程如下:
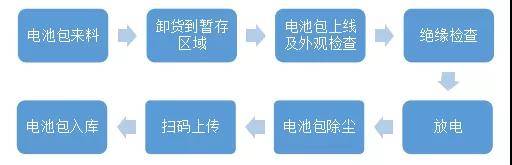
圖5-3:入庫前處理生產工藝流程圖
入庫前處理各工序的生產作業工作主要在滾筒流水線上完成,總體詳細技術方案如下:
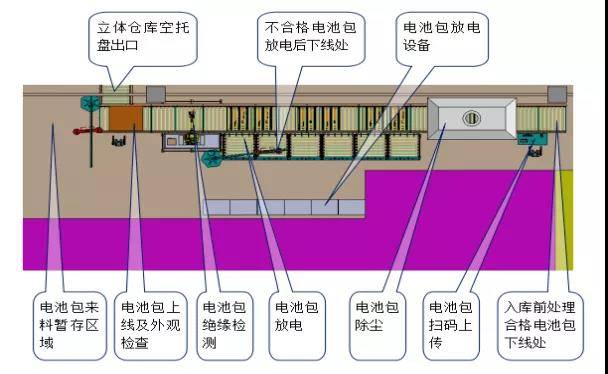
圖5-4:入庫前處理示意圖
(1)拆解電池包來料后,人工叉車卸貨帶托盤送至暫存區暫存;
(2)開始入庫前處理后,MES系統下達生產信息,WMS/WCS 系統控制立體倉庫將空托盤運送至電池包吊裝上線位置,由人工操作懸臂吊將來料電池包吊到入庫前處理線的立庫托盤上,并由人工進行外觀檢測;
(3)外觀檢測后通過滾筒流水線運輸至后續工位進行絕緣檢測與PACK包放電;
(4)放電后對于外觀檢測不合格的電池包直接運送至手工拆解線進行拆解,外觀合格的電池包經掃碼(若無碼人工貼碼再掃碼)后,滾筒線運輸至入庫前處理下線處;
(5)最后通過AGV叉車將帶有托盤的合格電池包運送到立體倉庫入口處。
5.2.2、智能化立體倉庫
智能化立體倉庫用來集中存放回收回來的電池包,同時根據生產需要從智能化立體倉庫中轉運到拆解生產線上進行拆解,智能化立體倉庫中主要設備包含:高層貨架、堆垛機、運輸機、托盤、AGV小車、天軌、地軌、計算機硬件、WMS系統、WCS系統等。
立體倉庫平面布局圖:

圖5-5:立體倉庫平面布局圖
(1)立體倉庫主要用來存放來料外形檢測合格的電池包和梯次利用組裝線重新裝配合格的電池包;
(2)立庫設置貨格數≧500個貨格;
(3)堆垛機數量:2-3臺單深堆垛機,1臺雙深堆垛機;
(4)入庫前處理時外形檢測不合格的電池包由堆垛機接取送至右側輸送線,進入拆解區直接拆解,不入庫存儲,而入庫前處理檢測合格的電池包由堆垛機接取后從加收電池包入庫口進入立體倉庫存放;
(5)同時前處理線所需的空托盤由堆垛機從庫內叉取,送至空托盤出庫口位置;
(6)梯次利用組裝線重新裝配合格的電池包從成品入庫口入庫存放。
5.2.3、人機協同電池自動化拆解生產線
電池拆解生產線負責將電池包拆解成電芯模組;然后對電芯模組進行電性能檢測,其中電性能合格的電芯模組進行梯次利用,不合格的電芯模組繼續拆解成單體電芯;再對單體電芯進行電性能檢測,其中電性能合格的單體電芯進行梯次利用,不合格的單體電芯進行處理后轉運到再生利用生產線繼續回收電芯正負極材料,各自動化工位配備視覺系統CCD和智能機械手。
人機協同電池自動化拆解生產線的主要生產流程如下:
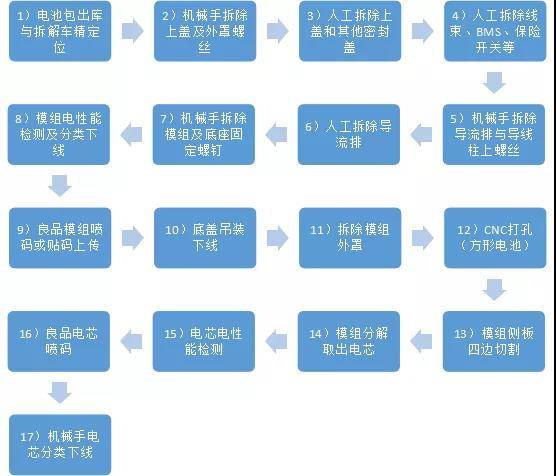
圖5-6:人機協同電池自動化拆解生產線工藝流程圖
拆解生產線從電池包拆成模組通過AGV小車運輸拆解車到各個工位進行拆解的方式,而模組拆成電芯各工序的生產作業工作主要在倍速鏈流水線上完成,總體詳細技術方案如下:

圖5-7:人機協同電池自動化拆解生產線示意圖
(1)電池包從立體倉庫出庫后,先在拆解車上進行精確定位;
(2)然后通過AGV運輸拆解車帶電池包至各個工位進行拆解工作,將電池包拆解成模組;
(3)拆接下來的模組通過電性能檢測后進行分類,電性能合格的模組噴碼或貼碼后下線儲存或運輸至梯次利用組裝線進行組裝,電性能不合格的模組繼續拆解成單體電芯;
(4)模組拆解成單體電芯在各個工位的運輸是在倍速鏈輸送線上進行;
(5)拆解下來的單體電芯通過電性能檢測后進行分類,電性能合格的電芯噴碼或貼碼后下線儲存或運輸至梯次利用組裝線進行組裝,電性能不合格的電芯進入再生利用生產線進行破碎回收利用;
5.2.4、電池智能檢測設備
檢測設備用于對廢舊電池包、拆解下來的電芯模組、拆解下來的單體電芯以及梯次利用組裝好的PACK包進行充放電以及電性能檢測等。
5.2.4.1、電芯充放電檢測設備
主要用于單體電芯的性能試驗。快速判斷挑選出可梯次利用電芯。
設備進行的測試試驗內容有:電池循環壽命試驗、電池容量試驗、電池充電特性試驗、電池放電特性試驗、電池荷電保持能力試驗、電池充放電效率試驗、電池過充、過放速率承受能力試驗等。
5.2.4.2、電池模組充放電檢測設備
主要用于電池模組、低速車成品的性能測試。快速判斷拆解的電池模組的健康狀態(SOH),以便確認可直接梯次利用模組;挑選值得拆解模組,挑選合適的電芯組合利用。測試重新組合模組的性能。
設備試驗內容:電池循環壽命試驗、電池容量試驗、電池充電特性試驗、電池放電特性試驗、電池荷電保持能力試驗、電池充放電效率試驗、電池過充、過放速率承受能力試驗等。
5.2.4.3、電池包快速篩選評價設備
主要用于快速評價電池包的健康度(SOH)。
設備功能介紹:采用OCV,內阻,電壓電流頻響等手段,快速評估電池包的健康度,找出可梯次利用的模組和可能的梯次利用方案。
5.2.5、電池模組梯次利用組裝線
梯次利用組裝線負責將回收拆解下來的合格單體電芯或電芯模組進行梯次利用組裝成電池包。可以從單體電芯組裝成電芯模組,再組裝成電池包;也可以從電芯模組直接組裝成電池包。
電池模組梯次利用組裝線主要工藝流程如下:
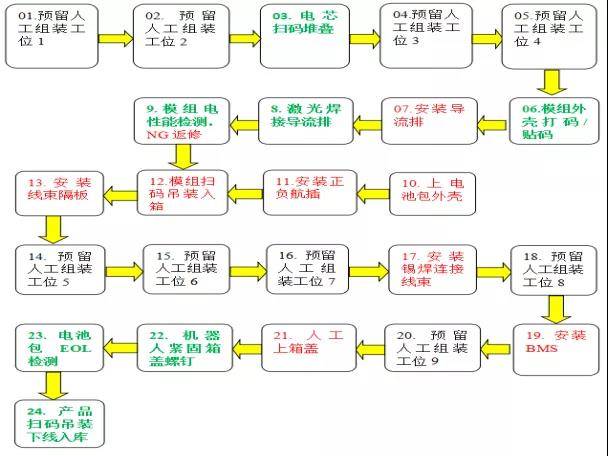
圖5-8:電池模組梯次利用組裝線工藝流程圖
梯次利用組裝線的生產工作在倍速鏈流水線上完成,詳細技術路線如下:
(1)該電池模組梯次利用組裝線兼容2種生產方式,既可以從單體電芯組裝成電芯模組,再從電芯模組組裝成電池包,也可以從電芯模組直接組裝成電池包;
(2)線體前段負責將單體電芯組裝成電芯模組,并對模組做簡單的電性能檢測;
(3)線體后段將前段組裝合格的電芯模組組裝成電池包,并對電池包進行EOL檢測,同時也可以將回收拆解下來的合格電芯模組組裝成電池包。
5.2.6、再生利用生產線
再生利用生產線負責將回收拆解下來的不合格的報廢電芯,通過合適的工藝對鋰電池單體電芯中的正極材料、電解液、外殼材料、隔膜和負極材料進行充分回收。
包含的主要工序步驟有:1)一級撕碎機進行撕碎;2)二級破碎;3)磁選分選鐵;4)分氣流分選電芯隔膜;5)三級粉碎;6)氣流分選正負極材料與銅、鋁、鎳等材料;7)所有的超細粉塵進行空氣凈化,使之達到排放標準后再進行排放。
5.2.7、廢舊鋰電池綜合回收制造過程執行系統(MES)
MES系統包括從原料入庫、拆解線、檢測、組裝線到產品出庫的整個產線的每一個環節,保證系統聯調、實際運行、并與國家溯源平臺對接。
主要功能(包含但不限于):基礎數據管理、計劃管理、物料管理、倉庫管理(WMS、WCS)、過程管理、質量管理、設備管理、數據采集、異常處理、動態信息反饋、分析決策、維修管理、原料及產品溯源管理、移動端應用、系統配置。
滿足以下需求:靜態性能需求、動態性能需求、外部接口需求、設計約束等。
系統功能詳情:
專門針對電池包回收利用過程定制開發,實現產品數據自動化管理,構建系統的產品追溯系統和數字化信息管理系統,使生產部門、工程部門、品質部門和其它相關部門可以調用及監控電池數據。
提高生產效率,降低對操作員工水平的依賴和確保品質檢查的可重復性。系統對每個關鍵工序從人、機、料、法、環等方面記錄信息,以便確切追溯各個工序的生產信息,生成客戶所需報表。也能夠提供與ERP、PLM系統對接的可能性,實現工單計劃,BOM表和庫存管理等功能。
WMS與WCS系統集成:
MES系統、倉庫管理系統WMS與倉庫控制系統WCS集成,控制并跟蹤倉庫業務的物流和成本管理全過程,實現完善的企業倉儲信息管理。若系統設備廠商提供立體倉庫方案,MES系統能對堆垛機、AGV小車、機器人等設備進行運控控制。
采用無線、有線網絡、條碼和移動數據采集技術。
功能包括:收貨、上貨架、移倉、拆箱、拆托盤、包裝、揀貨、發貨、退貨等。
作者:德龍激光副總裁/楊錦彬(博士)
參考文獻
[1]王剛、趙光金等:動力鋰電池梯次利用與回收處理
[2]簡述關于動力電池回收市場的發展趨勢/來源:鉅大LARGE
[3]新能源汽車呈現多元化發展態勢/來源:經濟日報
[4]田春箏、高超,、唐西勝、劉巍、付科源:動力鋰電池產業結構及發展展望
[5]朱成章:對我國發展純電動汽車的質疑與思考
[6]華俊良:PLC控制技術在工業自動化中的優化應用策略
[7]鄧龍征:磷酸鐵鋰正極材料制備及其應用的研究
[8]動力鋰電池回收利用市場分析/來源::危廢前沿
[9]于保軍、于文函、孫倫杰、司蘇美:“十三五”我國純電動汽車戰略規劃分析
[10]陳秀娟:動力電池產業四大現狀解讀
[11]趙正:高鎳化動力鋰電池新風向
[12]譚曉軍:電動汽車動力電池管理系統設計
[13]戴海峰、王楠、魏學哲:車用動力鋰離子電池單體不一致性問題研究綜述
[14]崔張坤、梁英、龍澤:鋰電池組單體電壓檢測系統設計
[15]張鴻勛:鋰電池市場現狀分析——基于鋰電池工具角度